
Какой материал WCB/LCB/LCC/wc6/WC9 в клапане?
WCB/LCB/LCC/wc6/wc9 — широко используемые материалы для клапанов, но многие люди не знают, что они означают. Давайте сегодня познакомим вас с этими материалами подробно.
В. Кованое литье;
С-углеродистая сталь;
А.Б,С указывает значение прочности марки стали от низкой до высокой.
WCA, WCB и WCC представляют собой углеродистую сталь, ABC представляет собой класс прочности и обычно используется WCB. Материал трубы, соответствующий WCB, должен быть A106B, а материал поковки — A105.
Wc6 – отливка из легированной стали, соответствующий материал трубы – около A355 P11, поковка – A182 F11;
wc9, жаропрочная легированная сталь, соответствующая примерно A355 P22, и поковки, соответствующие A182 F22.
WC свариваемые отливки
LCB/LCC (ASTM a352) низкотемпературная углеродистая сталь
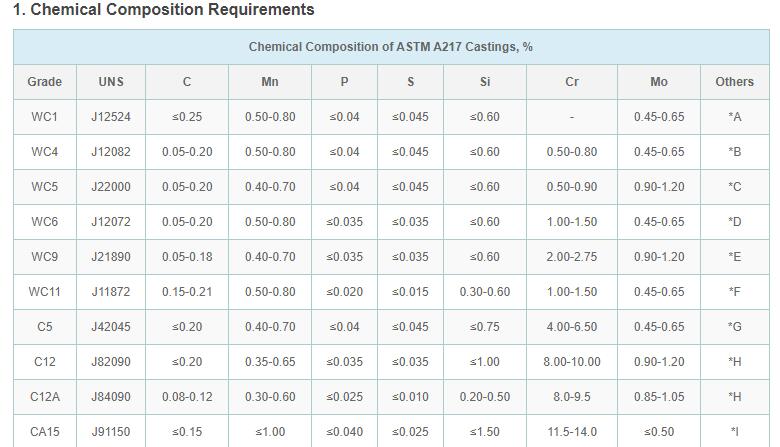
1. Требования к химическому составу
| Химический состав отливок ASTM A217, % | |||||||||
| Оценка | УНС | С | Мин. | п | С | Си | Кр | Мо | Другие |
| туалет 1 | J12524 | ≤0,25 | 0.50-0.80 | ≤0,04 | ≤0,045 | ≤0,60 | – | 0.45-0.65 | *А |
| Ч4 | J12082 | 0.05-0.20 | 0.50-0.80 | ≤0,04 | ≤0,045 | ≤0,60 | 0.50-0.80 | 0.45-0.65 | *Б |
| ЧМ5 | Дж22000 | 0.05-0.20 | 0.40-0.70 | ≤0,04 | ≤0,045 | ≤0,60 | 0.50-0.90 | 0.90-1.20 | *С |
| ЧМ6 | J12072 | 0.05-0.20 | 0.50-0.80 | ≤0,035 | ≤0,035 | ≤0,60 | 1.00-1.50 | 0.45-0.65 | *Д |
| туалет 9 | J21890 | 0.05-0.18 | 0.40-0.70 | ≤0,035 | ≤0,035 | ≤0,60 | 2.00-2.75 | 0.90-1.20 | *Э |
| ЧМ11 | J11872 | 0.15-0.21 | 0.50-0.80 | ≤0,020 | ≤0,015 | 0.30-0.60 | 1.00-1.50 | 0.45-0.65 | *Ф |
| С5 | J42045 | ≤0,20 | 0.40-0.70 | ≤0,04 | ≤0,045 | ≤0,75 | 4.00-6.50 | 0.45-0.65 | *Г |
| С12 | J82090 | ≤0,20 | 0.35-0.65 | ≤0,035 | ≤0,035 | ≤1,00 | 8.00-10.00 | 0.90-1.20 | *ЧАС |
| С12А | J84090 | 0.08-0.12 | 0.30-0.60 | ≤0,025 | ≤0,010 | 0.20-0.50 | 8.0-9.5 | 0.85-1.05 | *ЧАС |
| CA15 | J91150 | ≤0,15 | ≤1,00 | ≤0,040 | ≤0,025 | ≤1,50 | 11.5-14.0 | ≤0,50 | *Я |

Китай ASTM A217 WC6 глобус Клапан, 4-дюймовый проходной клапан, проходной клапан класса 600 LB, проходной клапан RF, проходной клапан ASME B16.34, проходной клапан BS 1873, проходной клапан ASME B16.10, проходной клапан из углеродистой стали Производитель
*Все значения являются максимальными, если не указано иное.
*A – Общий остаток {Cu:≤0,50, Ni:≤0,50, Cr≤0,35, W≤0,10}:≤1,00. *B – Ni: 0,70–1,10, общий остаток {Cu: ≤0,50, W≤0,10}: ≤0,60.
*C – Ni: 0,60–1,00, общий остаток {Cu: ≤0,50, W≤0,10}: ≤0,60. *D – общий остаток {Cu:≤0,50, Ni:≤0,50, W≤0,10}:≤1,00.
*E – общий остаток {Cu:≤0,50, Ni:≤0,50, W≤0,10}:≤1,00. *F – общий остаток {Al:≤0,01,Cu:≤0,35, Ni:≤0,50, V≤0,03}:≤1,00.
*G – общий остаток {Cu:≤0,50, Ni:≤0,50, W≤0,10}:≤1,00. *H – общий остаток {Cu:≤0,50, Ni:≤0,50, W≤0,10}:≤1,00.
*I – Ni: ≤0,40, Co: 0,06–0,10, N: 0,03–0,07, V: 0,18–0,25, общий остаток {Al: ≤0,02, Ti≤0,01, Zr≤0,01}. *J – Ni:≤1,00.
*Значения от *A до *J предоставляются вместе с устройством «%».
3. Термическая обработка
Все отливки должны пройти термическую обработку, соответствующую их конструкции и химическому составу.
Отливки по ASTM A217 должны поставляться в нормализованном и отпущенном состоянии; Марки WC1, WC4, WC5, WC6 и CA15 должны быть подвергнуты отпуску при температуре не менее 1100°F [595°C]; Марки WC9, C5, C12 и WC11 должны быть подвергнуты отпуску при температуре не менее 1250°F [675°C]; Марка C12A должна подвергаться термической обработке либо путем нормализации и отпуска, либо путем ускоренного охлаждения от температуры аустенизации путем струйной обработки воздухом или закалки жидкостью с последующим отпуском. Отливки C12A должны быть аустенизированы при температуре 1900–1975°F [1040–1080°C] и отпущены при температуре 1350–1470°F [730–800°C].
Термическую обработку следует проводить после того, как отливкам дали остыть ниже диапазона превращения.
4. Контроль качества
Поверхность отливок по ASTM A217 (клапан, фланец, фитинги или другой компонент трубопровода) должна быть проверена визуально и не должна содержать песка, окалины, трещин и горячих разрывов.
Полые отливки марки C12A размером более NPS 4 [DN 100], внутренние поверхности которых недоступны для вышеупомянутого визуального контроля, должны подвергаться ультразвуковому контролю, предписанному дополнительным требованием S7.




