
Qual è il materiale di WCB/LCB/LCC/wc6/WC9 nella valvola?
WCB / LCB / LCC / wc6 / wc9 sono materiali comunemente usati per le valvole, ma molte persone non sanno cosa significano. Presentiamo questi materiali in dettaglio oggi
W. Fusione lavorata;
Acciaio al carbonio C;
A. B, C indica il valore di resistenza del grado di acciaio da basso ad alto
WCA, WCB e WCC rappresentano l'acciaio al carbonio, ABC rappresenta il grado di resistenza e WCB è comunemente usato. Il materiale del tubo corrispondente a WCB sarà A106B e il materiale di forgiatura sarà A105.
Wc6 è una fusione di acciaio legato, il materiale del tubo corrispondente è circa a355 P11 e la forgiatura è A182 F11;
wc9, acciaio legato resistente alle alte temperature, corrispondente a circa a355 P22, e forgiati corrispondenti a A182 F22.
Getti saldabili per WC
Acciaio al carbonio a bassa temperatura LCB / LCC (ASTM a352).
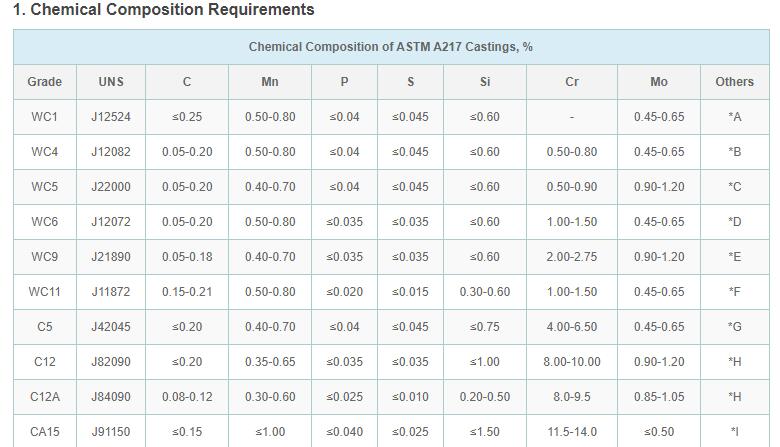
1. Requisiti relativi alla composizione chimica
| Composizione chimica dei getti ASTM A217, % | |||||||||
| Grado | UNS | C | Mn | P | S | Sì | Cr | Mo | Altri |
| WC1 | J12524 | ≤0,25 | 0.50-0.80 | ≤0,04 | ≤0,045 | ≤0,60 | – | 0.45-0.65 | *UN |
| WC4 | J12082 | 0.05-0.20 | 0.50-0.80 | ≤0,04 | ≤0,045 | ≤0,60 | 0.50-0.80 | 0.45-0.65 | *B |
| WC5 | J22000 | 0.05-0.20 | 0.40-0.70 | ≤0,04 | ≤0,045 | ≤0,60 | 0.50-0.90 | 0.90-1.20 | *C |
| WC6 | J12072 | 0.05-0.20 | 0.50-0.80 | ≤0,035 | ≤0,035 | ≤0,60 | 1.00-1.50 | 0.45-0.65 | *D |
| WC9 | J21890 | 0.05-0.18 | 0.40-0.70 | ≤0,035 | ≤0,035 | ≤0,60 | 2.00-2.75 | 0.90-1.20 | *E |
| WC11 | J11872 | 0.15-0.21 | 0.50-0.80 | ≤0,020 | ≤0,015 | 0.30-0.60 | 1.00-1.50 | 0.45-0.65 | *F |
| C5 | J42045 | ≤0,20 | 0.40-0.70 | ≤0,04 | ≤0,045 | ≤0,75 | 4.00-6.50 | 0.45-0.65 | *G |
| C12 | J82090 | ≤0,20 | 0.35-0.65 | ≤0,035 | ≤0,035 | ≤1,00 | 8.00-10.00 | 0.90-1.20 | *H |
| C12A | J84090 | 0.08-0.12 | 0.30-0.60 | ≤0,025 | ≤0,010 | 0.20-0.50 | 8.0-9.5 | 0.85-1.05 | *H |
| CA15 | J91150 | ≤0,15 | ≤1,00 | ≤0,040 | ≤0,025 | ≤1,50 | 11.5-14.0 | ≤0,50 | *IO |

Globo Cina ASTM A217 WC6 Valvola, valvola a globo da 4 pollici, valvola a globo classe 600 LB, valvola a globo RF, valvola a globo ASME B16.34, valvola a globo BS 1873, valvola a globo ASME B16.10, produttore di valvole a globo in acciaio al carbonio
*Tutti i valori sono massimi se non diversamente specificato.
*A – Residuo totale {Cu: ≤ 0,50, Ni: ≤ 0,50, Cr ≤ 0,35, W ≤ 0,10}: ≤ 1,00. *B – Ni:0,70-1,10,Residuo totale{Cu:≤0,50,W≤0,10}:≤0,60.
*C – Ni:0,60-1,00,Residuo totale{Cu:≤0,50,W≤0,10}:≤0,60. *D – Residuo totale {Cu: ≤ 0,50, Ni: ≤ 0,50, W ≤ 0,10}: ≤ 1,00.
*E – Residuo totale {Cu: ≤ 0,50, Ni: ≤ 0,50, W ≤ 0,10}: ≤ 1,00. *F – Residuo totale{Al: ≤ 0,01, Cu: ≤ 0,35, Ni: ≤ 0,50, V ≤ 0,03}: ≤ 1,00.
*G – Residuo totale {Cu: ≤ 0,50, Ni: ≤ 0,50, W ≤ 0,10}: ≤ 1,00. *H – Residuo totale {Cu: ≤ 0,50, Ni: ≤ 0,50, W ≤ 0,10}: ≤ 1,00.
*I – Ni:≤0,40,Co:0,06-0,10,N:0,03-0,07,V:0,18-0,25,Residuo totale{Al:≤0,02,Ti≤0,01,Zr≤0,01}. *J – Ni: ≤1,00.
*I valori da *A a *J devono essere forniti con l'unità “%”.
3. Trattamento termico
Tutti i getti dovranno ricevere un trattamento termico adeguato al loro design e alla composizione chimica.
I getti ASTM A217 dovranno essere forniti in condizioni normalizzate e temperate; I gradi WC1, WC4, WC5, WC6 e CA15 devono essere temperati a 595 °C [1100 °F] min; I gradi WC9, C5, C12 e WC11 devono essere temperati a 675 °C [1250 °F] min; Il grado C12A deve essere trattato termicamente, mediante normalizzazione e rinvenimento o mediante raffreddamento accelerato dalla temperatura di austenitizzazione mediante getto d'aria o tempra liquida, seguito da rinvenimento. I getti C12A dovranno essere austenitizzati a 1900-1975°F [1040-1080°C] e temperati a 1350-1470°F [730-800°C].
Il trattamento termico dovrà essere eseguito dopo che i getti sono stati lasciati raffreddare al di sotto dell'intervallo di trasformazione.
4. Controllo di qualità
La superficie dei pezzi fusi ASTM A217 (valvola, flangia, raccordi o altri componenti della tubazione) deve essere esaminata visivamente e deve essere priva di sabbia, incrostazioni, crepe e lacerazioni calde.
I getti cavi di grado C12A, più grandi di NPS 4 [DN 100] e le cui superfici interne non sono accessibili all'esame visivo di cui sopra, devono essere esaminati mediante l'esame ultrasonico prescritto nel requisito supplementare S7.




