Lisez les actualités publiées par STV Valve Company et obtenez des informations plus complètes sur la société, les dernières vannes et les progrès de l'industrie des vannes.
Clapet anti-retour à battant convient à la pression nominale PN1,0MPa~42,0MPa, CLASS150Lb~2500Lb ; diamètre nominal DN15mm~1200mm, NPS1/2″~48″ ; température de fonctionnement -196C ~ 540C pour divers pipelines, utilisés pour empêcher le fluide de refluer. En utilisant différents matériaux, il peut être appliqué à une variété de supports tels que l'eau, la vapeur, l'huile, l'acide nitrique, un milieu oxydant fort et l'urée. La longueur de la structure est courte et sa longueur ne représente que 1/4 ~ 1/8 de celle du clapet anti-retour à bride traditionnel ; De petite taille et léger, son poids ne représente que 1/4 ~ 1/20 de celui du clapet anti-retour à bride traditionnel ; Le clapet de la valve se ferme rapidement et la pression du coup de bélier est faible ; Des tuyaux horizontaux et verticaux peuvent être utilisés pour une installation facile ; Débit vers lisse, la résistance du fluide est faible ; Action sensible et bonnes performances d’étanchéité ; Le clapet de valve a une course courte et une faible force d'impact ; La structure globale est simple et compacte, et la forme est belle ; Longue durée de vie et haute fiabilité
Les vannes en acier inoxydable font référence aux vannes en acier inoxydable. Les vannes en acier inoxydable sont utilisées dans l'industrie : industrie des biscuits alimentaires, industrie des nouilles instantanées et des nouilles de riz, divers équipements de ligne de déshydratation des aliments surgelés et industrie des produits en verre. Alors, comment fonctionnent les vannes en acier inoxydable ?
Ouverture et fermeture de la vanne : La vanne en acier inoxydable est la vanne la plus utilisée. Son volant ou poignée est conçu selon la main-d'œuvre ordinaire, en tenant compte de la résistance de la surface d'étanchéité et de la force de fermeture nécessaire. Par conséquent, vous ne pouvez pas utiliser de longs leviers ou de longues clés pour vous déplacer. Certaines personnes sont habituées à utiliser la clé, doivent faire très attention, ne pas utiliser trop de force, sinon il est facile d'endommager la surface d'étanchéité, ou la plaque casse le volant, la poignée. Lors de l'ouverture et de la fermeture de la vanne, la force doit être stable et sans impact. Certains composants des vannes haute pression qui ont été ouverts et fermés par impact ont été considérés comme tels que la force d'impact ne peut pas être égale à celle d'une vanne générale. Pour les vannes vapeur, un préchauffage doit être effectué avant l'ouverture et l'eau condensée doit être évacuée. Lors de l'ouverture, elle doit être la plus douce possible pour éviter les coups de bélier. Lorsque la vanne est complètement ouverte, le volant doit être légèrement inversé pour rendre les filetages bien serrés et éviter tout dommage desserré.
Pour les vannes à extrémité ouverte, gardez à l'esprit la position de la tige lorsqu'elle est complètement ouverte et complètement fermée pour éviter d'atteindre le point mort haut lorsqu'elle est complètement ouverte. Et il est facile de vérifier si c'est normal une fois complètement fermé. Si la vanne est détachée ou si de gros débris sont incrustés entre les joints du clapet de vanne, la position de la tige de vanne changera lorsqu'elle sera complètement fermée.
Certains médias, une fois la vanne fermée, refroidissent, l'élément de vanne rétrécit, l'opérateur doit refermer au moment approprié, afin que la surface d'étanchéité ne laisse pas de fente, sinon le fluide s'écoule à travers la fente à grande vitesse, il est facile d'éroder la surface d'étanchéité. .
Lorsque la vanne en acier inoxydable est actionnée, s'il s'avère que l'opération est trop laborieuse, la raison doit être analysée. Si l'emballage est trop serré, il peut être desserré correctement. Si la tige de valve est de travers, la personne doit être informée pour la réparer. Dans certains cas, lorsque la vanne est fermée, l'organe de fermeture est chauffé et dilaté, ce qui rend l'ouverture difficile. S'il doit être ouvert à ce moment-là, le filetage du chapeau peut être desserré d'un demi-tour à un tour, la contrainte sur la tige est éliminée, puis le volant est entraîné.
À quoi faut-il faire attention lors de l’utilisation de vannes en acier forgé auto-obturantes ?
Forged steel valves often ignore the problem of grease injection. After the grease gun is refueled, the operator selects the valve and the grease injection method after the low temperature shut-off valve, and then performs the grease filling operation. There are two kinds of conditions for the forged steel gate valve: on the one hand, the amount of grease is less than that of the grease, and the sealing surface is accelerated by the lack of lubricant. On the other hand, excessive fat injection causes waste. There is no accurate calculation of the different valve sealing capacities based on the valve type category. The sealing capacity can be calculated in terms of valve size and type, and a proper amount of grease can be injected reasonably.
2, les vannes en acier forgé ignorent souvent les problèmes de pression. Lors de l'opération d'injection de graisse, le purgeur de vapeur à flotteur semi-libre ordinaire chargé en graisse présente un changement de crête à vallée. La pression est trop faible, le joint fuit ou la soupape de sécurité tombe en panne, la pression est trop élevée, le fabricant de la vanne à port de graisse est obstrué, la graisse du joint durcit ou la bague d'étanchéité ainsi que la bille de la vanne et la plaque de la vanne sont bloquées. Habituellement, lorsque la pression de la graisse est trop faible, la graisse injectée s'écoule dans le fond de la cavité de la vanne, ce qui se produit généralement dans une petite vanne. La pression de la vanne de régulation du débit de graisse est trop élevée. D'une part, le robinet-vanne à graisse est inspecté et la buse de graisse est inspectée. Si l'orifice du robinet flotteur de la télécommande de graisse est obstrué, le joint à ressort est remplacé par une clé. L'autre valve à piston est une graisse. Pour le durcissement, utilisez une solution de nettoyage, ramollissez à plusieurs reprises la graisse d'étanchéité défectueuse et injectez une nouvelle graisse pour la remplacer. De plus, le type et le matériau d'étanchéité affectent également la pression de remplissage de graisse. Différentes formes d'étanchéité ont des pressions de remplissage de graisse différentes. Généralement, la pression de la graisse pour joint dur est supérieure à celle pour joint souple.
Les robinets à soupape en acier forgé prêtent attention au problème de la vanne en position de commutation. Le robinet à tournant sphérique est normalement en position ouverte pendant l'entretien et la maintenance. Dans des cas particuliers, la maintenance est désactivée. Les autres vannes ne peuvent pas être discutées en termes d'ouverture. Les vannes d'arrêt en acier forgé doivent être fermées pendant la maintenance pour garantir que la graisse remplisse la rainure d'étanchéité le long du joint. S'il est ouvert, la graisse d'étanchéité tombera directement dans le canal ou la cavité de la vanne, provoquant un gaspillage. Lorsque la vanne est graissée, le problème de l'injection de graisse est souvent ignoré. La pression, la quantité d'injection de graisse et la position du commutateur sont normales pendant l'opération de remplissage de graisse. Cependant, afin de garantir l'effet de remplissage de graisse de la vanne, il est parfois nécessaire d'ouvrir ou de fermer la vanne pour vérifier l'effet de lubrification et confirmer que la bille de la vanne ou la surface de la vanne est uniformément lubrifiée.
Quels sont les usages et les types de voyants en acier inoxydable ?
Le voyant de visualisation directe de la turbine (indicateur de turbine ; voyant de visualisation de la turbine ; indicateur de débit ; observateur de débit d'huile ; affichage du débit de liquide ; observateur de débit) appartient à la catégorie des voyants de visualisation, qui sont un accessoire nécessaire pour observer le flux de fluide dans le pipeline. . L'indicateur de débit du voyant de turbine est largement utilisé dans les systèmes de refroidissement, les systèmes de lubrification, les systèmes d'alimentation en carburant, le pétrole, l'industrie chimique, les fibres chimiques, les médicaments, les aliments et autres dispositifs de production industrielle. Il peut observer la réaction d'écoulement du liquide, du gaz, de la vapeur et d'autres médias à tout moment, et c'est un accessoire indispensable pour assurer une production normale. Le mode de connexion de l'indicateur de débit comprend un indicateur de débit fileté, un indicateur de débit de soudage et un indicateur de débit à bride.
L'indicateur de débit peut également être utilisé dans le système d'extinction automatique d'incendie par aspersion. Il peut être installé sur le tuyau d'alimentation en eau principal ou sur le tuyau d'eau à poteau horizontal pour donner la valeur de débit moyen dans une petite zone d'une certaine sous-région. La valeur du débit peut être envoyée au boîtier de commande électronique pour démarrer l'interrupteur de commande de la pompe à incendie.
La conception moulée intégrée du corps de vanne est conforme au processus de fabrication des vannes d'instrument, avec une belle apparence, une haute précision et une résistance à la compression plus forte.
Le processus de fabrication est contrôlé numériquement et la qualité est plus fiable.
Le mode de connexion diversifié s’adapte plus largement aux normes de l’industrie.
Le mode d'installation est vertical et horizontal, et le démontage est plus pratique.
Il est plus pratique d’observer la structure des doubles fenêtres avec une perspective élevée.
La fenêtre cliquable est facile à démonter et la conception intégrée de la maintenance et de la maintenance est plus raisonnable.
Matériau des instruments à voyant en acier inoxydable :
Matériau principal : acier au carbone, acier inoxydable et cuivre
Matériau des fenêtres : verre borosilicaté trempé, verre de quartz, verre de silicium en aluminium
Résistance à la température du verre borosilicaté trempé à une pression de 2,5 MPa < 200 Température
Le verre de quartz résiste à une pression de 10 MPa et à une température inférieure à 1000 C
Le verre aluminium-silicium résiste à une pression de 6,4 MPa et à une température inférieure à 450 C
What are the methods for non-destructive testing of steel castings
Les contrôles non destructifs sont l’une des méthodes les plus couramment utilisées dans la production de pièces moulées en acier. Les tests non destructifs consistent à détecter les défauts de qualité et de précision de surface et internes tout en garantissant que les pièces moulées ne sont pas endommagées. . Cet article présentera les tests non destructifs selon la méthode de test des pièces moulées en acier.
Il existe de nombreuses méthodes de contrôle non destructif, et quatre types principaux sont couramment utilisés en production : l'inspection par magnétoscopie, la détection de défauts par ultrasons, l'inspection radiographique et l'inspection par ressuage.
-VT (Tests visuels) Le test visuel est l'une des méthodes de test les plus utilisées pour étudier l'aspect de la surface et observer les discontinuités ou défaillances potentielles, qui doivent être détectées dans des conditions d'éclairage appropriées, surveillées par un instrument capable de mesurer l'intensité lumineuse, le photomètre. -UT (Test par ultrasons) Les tests par ultrasons sont souvent effectués sur des matières premières mais peuvent également être effectués sur des zones critiques pour avoir une détection précise et fiable des discontinuités de matériaux : un transducteur à ultrasons (instrument de test à ultrasons) envoie des vibrations à haute fréquence dans une section de matériau pour détecter des discontinuités qui, s'il est trouvé, réfléchissez les vibrations vers le transducteur ; le résultat est traduit et affiché sur un oscilloscope pour révéler leur étendue et leur emplacement. -PT (ressuage) Le ressuage, également appelé contrôle par ressuage, est généralement utilisé pour localiser et détecter les défauts de surface (fissures, porosité, points de fuite) sur des matériaux non ferreux et ferreux : le fluide de contrôle (ressuage) pénètre dans les discontinuités débouchantes et , après un temps de pénétration suffisant, il convient d'appliquer un révélateur : le pénétrant est étiré par capillarité pour laisser apparaître une fissure invisible. -MT (Test de particules magnétiques) Le test de particules magnétiques est généralement utilisé pour localiser et détecter les discontinuités souterraines de surface dans les matériaux ferromagnétiques. La zone à tester est magnétisée par transmission de courant électrique continu par une plaisanterie magnétique ; en cas de discontinuité, le champ magnétique circulant à travers l'échantillon est interrompu et un champ de fuite se produit, des particules de fer sont ensuite appliquées sur la zone détectée et se regroupent pour former une indication directement sur la discontinuité. L'indication peut être détectée visuellement dans des conditions d'éclairage appropriées.
-PMI (Identification Positive des Matières) L'identification positive des matériaux est l'identification élémentaire et la détermination quantitative en pourcentage d'alliages métalliques, sans égard à la forme, à la taille et à la forme,
What is the difference between a forged steel valve and a cast steel valve
Les vannes en acier forgé sont meilleures que les vannes en acier moulé et peuvent résister à des forces d'impact importantes. La plasticité, la ténacité et d'autres propriétés mécaniques sont également supérieures à celles des pièces moulées en acier, mais le diamètre nominal est relativement petit, généralement inférieur à DN50. Les vannes de coulée ont des pressions nominales inférieures. Les pressions nominales couramment utilisées sont PN16, PN25, PN40, 150LB-900LB. Qualité de vanne en acier forgé : PN100, PN160, PN320, 1500LB-3500LB, etc. L'acier moulé est principalement utilisé pour fabriquer des pièces de forme complexe, difficiles à forger ou à couper et nécessitant une résistance et une plasticité élevées.
Cast steel valve is liquid molding, and forging is a plastic deformation process. The forged workpiece can improve the internal structure of the structure, the mechanical properties are good, the grains are uniform, and the important laborious workpiece must be forged. The casting will cause structural segregation, structural defects, and of course, casting has its advantages. The forming of complex workpieces is not easy to mold and has been cast. Les robinets à soupape en acier forgé sont disponibles en trois modèles de chapeau. Le premier type est un couvercle de soupape à boulon. Le corps de vanne conçu selon cette conception comprend un corps de vanne et un couvercle de vanne reliés par des boulons et des écrous, ainsi qu'un joint de type enroulé (en graphite flexible à clip 316). Les anneaux métalliques peuvent également être utilisés lorsque les clients ont des exigences particulières. La deuxième forme de conception est un capot soudé. Selon cette conception, le corps de vanne et le chapeau sont vissés et entièrement soudés. Toutes les connexions soudées sont également disponibles lorsque le client a des exigences particulières. Le troisième type est un couvercle de valve auto-serrant à pression. La vanne conçue selon cette forme de conception comporte un corps de vanne et un couvercle de vanne qui sont vissés, et une pression interne est scellée à partir de la bague d'étanchéité.
STV Valve Technology Group Co., Ltd delivery the 900LB Wafer Lift Check valve,the material is F51 and A105,many thanks for you customer’s trust,we will offer more high quality products.
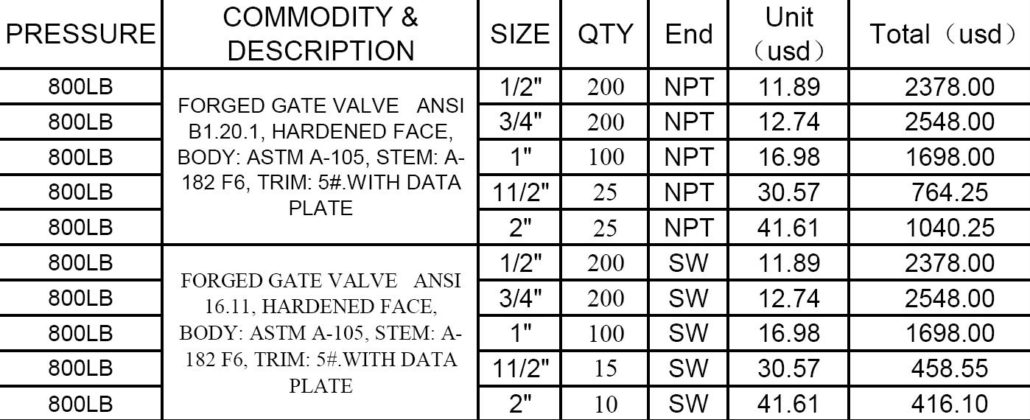
Today we finish this Forged steel gate valve order to Customer order,many thanks for our customer’s support,we are looking forward to next cooperation.
Should you be in need of customized valves and based on our 48 years of experience in this field solely, would you consider working with us?please send sales@stvalves.com to get the drawing and price.
Comment résoudre le problème de fuite d'eau ou de rouille dans le clapet anti-retour en acier forgé
L'environnement de stockage du clapet anti-retour en acier forgé doit être noté, doit être stocké dans une pièce sèche et ventilée et bloquer les deux extrémités du passage.
Le clapet anti-retour en acier forgé doit être inspecté régulièrement, la saleté qui s'y trouve doit être éliminée et l'huile antirouille doit être appliquée sur la surface.
Les clapets anti-retour en acier forgé après l'installation doivent être régulièrement inspectés pour garantir leur fonctionnement normal.
Vérifiez l'usure de la surface d'étanchéité de la vanne et réparez-la ou remplacez-la selon la situation.
Vérifiez l'usure du filetage trapézoïdal de la tige de vanne et de l'écrou de tige de la vanne d'arrêt en acier forgé, si la garniture est obsolète, etc., et effectuez le remplacement nécessaire.
Testez les performances d'étanchéité de la vanne pour garantir ses performances.
La vanne en fonctionnement doit être en bon état, les boulons sur la bride et le support sont complets, le filetage n'est pas endommagé et il n'y a aucun jeu.
Si le volant est perdu, il doit être utilisé à temps et non remplacé par une clé plate.
Le presse-étoupe ne doit pas être incliné ou ne présente aucun jeu de pré-serrage.
Si la vanne est utilisée dans un environnement difficile et est sensible à la saleté telle que la pluie, la neige, la poussière, le sable, etc., un couvercle de protection doit être installé pour la tige de vanne.
L'échelle sur la vanne d'arrêt en acier forgé doit être complète, précise et claire, ainsi que le joint et le capuchon de la vanne.
Le problème de dépression et de fissure du robinet d'arrêt isolé en acier forgé.
Clapet anti-retour en acier forgé en fonctionnement, évitez de cogner dessus ou de supporter des objets lourds.
Quel est le principe de sélection des robinets à soupape en acier forgé ?
Le principe de sélection des robinets à soupape en acier forgé est le suivant :
The globe valves should be used on the pipeline or device of high temperature and high pressure medium. Such as thermal power plants, nuclear power plants, high-temperature, high-pressure pipelines of petrochemical systems.
Sur le pipeline où la résistance à l'écoulement n'est pas stricte sur le pipeline. C’est-à-dire l’endroit où la perte de pression n’est pas prise en compte.
Les petites vannes peuvent être utilisées avec des vannes à pointeau, des vannes d'instrument, des vannes d'échantillonnage, des vannes manométriques, etc.
4, il existe un réglage du débit ou une régulation de la pression, mais la précision du réglage n'est pas élevée et le diamètre du pipeline est relativement petit, comme le diamètre nominal du pipeline ≤ 50 mm, doit être utilisé.
Pour les petits engrais chimiques et les gros engrais chimiques dans la production industrielle synthétique, des vannes d'arrêt d'angle haute pression ou des vannes d'étranglement d'angle haute pression avec une pression nominale PN160 pression nominale 16MPa ou PN320 pression nominale 32MPa doivent être utilisées.
Dans l'atelier de désiliconisation et le pipeline de cokéfaction facile dans la production d'alumine selon la méthode Bayer, il est facile de sélectionner le type DC globe valves valve or the DC type throttle valve with the valve body separated, the valve seat can be removed, and the carbide seal pair.
Dans les projets d'approvisionnement en eau et de chauffage dans la construction urbaine, il est connu pour passer par des canalisations plus petites, et la vanne d'arrêt, la vanne d'équilibrage ou la vanne à piston peuvent être utilisées, comme la canalisation passant le nominal inférieur à 150 mm.
Forged steel globe valves valves pay attention to the problem of the valve in the switch position. The ball valve is normally in the open position during maintenance and maintenance. In special cases, the maintenance is turned off. Other valves cannot be discussed in terms of opening. Forged steel globe valves must be closed during maintenance to ensure that the grease fills the seal groove along the seal. If it is open, the seal grease will fall directly into the runner or valve cavity, causing waste. When the valve is greased, the problem of grease injection is often ignored. The pressure, grease injection amount and switch position are normal during the grease filling operation. However, in order to ensure the grease filling effect of the valve, it is sometimes necessary to open or close the valve to check the lubrication effect and confirm that the valve ball or the surface of the valve is evenly lubricated.







 Quels sont les usages et les types de voyants en acier inoxydable ?
Quels sont les usages et les types de voyants en acier inoxydable ?