
Aus welchem Material besteht WCB / LCB / LCC / WC6 / WC9 im Ventil?
WCB/LCB/LCC/wc6/wc9 sind häufig verwendete Materialien für Ventile, aber viele Menschen wissen nicht, was sie bedeuten. Lassen Sie uns diese Materialien heute im Detail vorstellen
W. Schmiedeguss;
C-Kohlenstoffstahl;
A. B, C gibt den Festigkeitswert der Stahlsorte von niedrig bis hoch an
WCA, WCB und WCC stehen für Kohlenstoffstahl, ABC für die Festigkeitsklasse und WCB wird häufig verwendet. Das WCB entsprechende Rohrmaterial muss A106B und das Schmiedematerial A105 sein.
Wc6 ist ein Gussstück aus legiertem Stahl, das entsprechende Rohrmaterial ist etwa a355 P11 und das Schmiedestück ist A182 F11;
WC9, hochtemperaturbeständiger legierter Stahl, entsprechend etwa A355 P22, und Schmiedeteile entsprechend A182 F22.
WC-schweißbare Gussteile
LCB/LCC (ASTM a352) Kohlenstoffstahl für niedrige Temperaturen
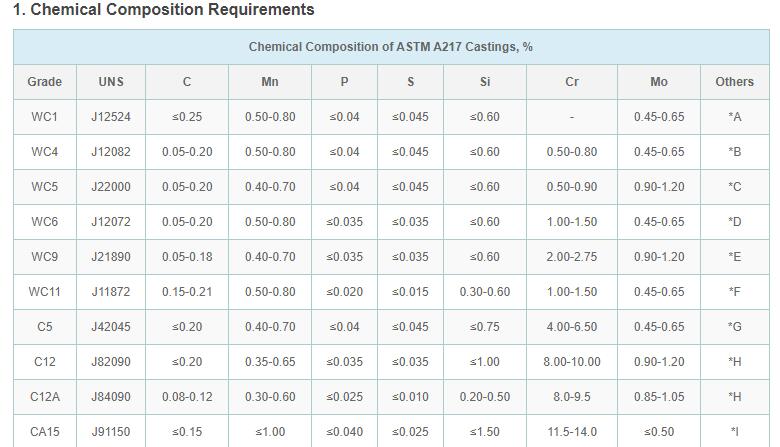
1. Anforderungen an die chemische Zusammensetzung
| Chemische Zusammensetzung von Gussteilen nach ASTM A217, % | |||||||||
| Grad | UNS | C | Mn | P | S | Si | Cr | Mo | Andere |
| WC1 | J12524 | ≤0,25 | 0.50-0.80 | ≤0,04 | ≤0,045 | ≤0,60 | – | 0.45-0.65 | *A |
| WC4 | J12082 | 0.05-0.20 | 0.50-0.80 | ≤0,04 | ≤0,045 | ≤0,60 | 0.50-0.80 | 0.45-0.65 | *B |
| WC5 | J22000 | 0.05-0.20 | 0.40-0.70 | ≤0,04 | ≤0,045 | ≤0,60 | 0.50-0.90 | 0.90-1.20 | *C |
| WC6 | J12072 | 0.05-0.20 | 0.50-0.80 | ≤0,035 | ≤0,035 | ≤0,60 | 1.00-1.50 | 0.45-0.65 | *D |
| WC9 | J21890 | 0.05-0.18 | 0.40-0.70 | ≤0,035 | ≤0,035 | ≤0,60 | 2.00-2.75 | 0.90-1.20 | *E |
| WC11 | J11872 | 0.15-0.21 | 0.50-0.80 | ≤0,020 | ≤0,015 | 0.30-0.60 | 1.00-1.50 | 0.45-0.65 | *F |
| C5 | J42045 | ≤0,20 | 0.40-0.70 | ≤0,04 | ≤0,045 | ≤0,75 | 4.00-6.50 | 0.45-0.65 | *G |
| C12 | J82090 | ≤0,20 | 0.35-0.65 | ≤0,035 | ≤0,035 | ≤1,00 | 8.00-10.00 | 0.90-1.20 | *H |
| C12A | J84090 | 0.08-0.12 | 0.30-0.60 | ≤0,025 | ≤0,010 | 0.20-0.50 | 8.0-9.5 | 0.85-1.05 | *H |
| CA15 | J91150 | ≤0,15 | ≤1,00 | ≤0,040 | ≤0,025 | ≤1,50 | 11.5-14.0 | ≤0,50 | *ICH |

China ASTM A217 WC6 Globus Ventil, 4-Zoll-Kugelventil, Kugelventil der Klasse 600 LB, RF-Kugelventil, ASME B16.34-Kugelventil, BS 1873-Kugelventil, ASME B16.10-Kugelventil, Hersteller von Kugelventilen aus Kohlenstoffstahl
*Alle Werte sind Maximalwerte, sofern nicht anders angegeben.
*A – Gesamtrest{Cu:≤0,50,Ni:≤0,50,Cr≤0,35,W≤0,10}:≤1,00. *B – Ni:0,70–1,10, Gesamtrestgehalt{Cu:≤0,50,W≤0,10}:≤0,60.
*C – Ni:0,60-1,00, Gesamtrest{Cu:≤0,50,W≤0,10}:≤0,60. *D – Gesamtrest{Cu:≤0,50,Ni:≤0,50,W≤0,10}:≤1,00.
*E – Gesamtrest{Cu:≤0,50,Ni:≤0,50,W≤0,10}:≤1,00. *F – Gesamtrest{Al:≤0,01,Cu:≤0,35,Ni:≤0,50,V≤0,03}:≤1,00.
*G – Gesamtrest{Cu:≤0,50,Ni:≤0,50,W≤0,10}:≤1,00. *H – Gesamtrest{Cu:≤0,50,Ni:≤0,50,W≤0,10}:≤1,00.
*I – Ni: ≤ 0,40, Co: 0,06–0,10, N: 0,03–0,07, V: 0,18–0,25, Gesamtrest{Al: ≤ 0,02, Ti ≤ 0,01, Zr ≤ 0,01}. *J – Ni:≤1,00.
*Werte von *A bis *J sind mit der Einheit „%“ anzugeben.
3. Wärmebehandlung
Alle Gussteile müssen einer ihrem Design und ihrer chemischen Zusammensetzung entsprechenden Wärmebehandlung unterzogen werden.
ASTM A217-Gussteile müssen im normalisierten und angelassenen Zustand geliefert werden; Die Sorten WC1, WC4, WC5, WC6 und CA15 müssen bei mindestens 1100 °F [595 °C] angelassen werden; Die Sorten WC9, C5, C12 und WC11 müssen bei mindestens 1250 °F [675 °C] angelassen werden; Die Sorte C12A muss thermisch behandelt werden, entweder durch Normalisieren und Anlassen oder durch beschleunigtes Abkühlen von der Austenitisierungstemperatur durch Luftstrahlen oder Flüssigkeitsabschrecken, gefolgt von Anlassen. C12A-Gussteile müssen bei 1900–1975°F [1040–1080°C] austenitisiert und bei 1350–1470°F [730–800°C] angelassen werden.
Die Wärmebehandlung muss durchgeführt werden, nachdem die Gussteile unter den Umwandlungsbereich abgekühlt sind.
4. Qualitätskontrolle
Die Oberfläche von ASTM A217-Gussteilen (entweder Ventil, Flansch, Armaturen oder andere Rohrleitungskomponenten) muss einer Sichtprüfung unterzogen werden und frei von Sand, Zunder, Rissen und Heißrissen sein.
Hohlgussteile der Güteklasse C12A, die größer als NPS 4 [DN 100] sind und deren Innenflächen für die oben genannte visuelle Prüfung nicht zugänglich sind, müssen durch die in der Ergänzenden Anforderung S7 vorgeschriebene Ultraschallprüfung untersucht werden.




