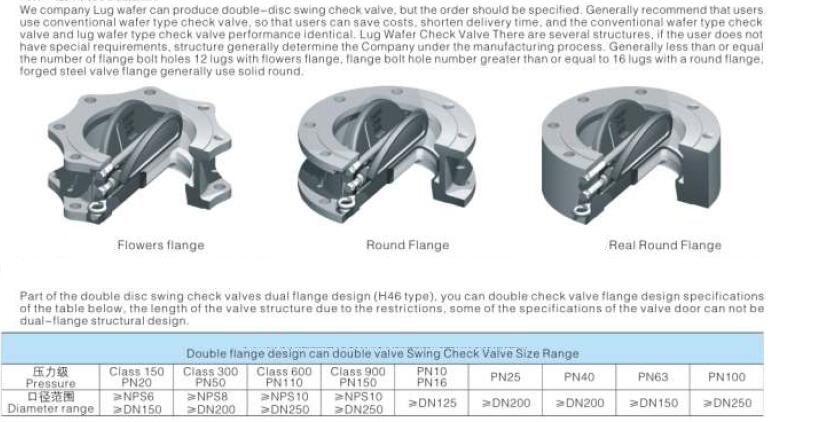
There are many types of industrial valves. When customers choose valves, they usually choose them according to the operating temperature, ambient temperature, pipe diameter, pipe pressure, operating pressure, interface size, medium flow, medium name, etc
Valves are part of the everyday life. They are used in many industrial, commercial and residential places to make a machine or a system work out. They are used in plumbing systems, safety devices, and many others that are used every day. A valve is anything that controls the flow of liquids, liquidized solids, gases, slurries and other by permitting them to pass through, obstructing the passages, or partially just doing so. Here are some tips on choosing an industrial valve:
Tip 1: Industrial valves come in many shapes and sizes, and choosing the best one depends on the things it would control. What would be the matter your system would regulate? Is it a gas or a liquid? Is it corrosive or not? Leaking would be minimized and large losses would be avoidable. Viscosity plays a big role on the selection of the valves you should use. If you use a valve that cannot handle viscous matter, leakages are most likely to happen. High-pressure gases would be difficult to seal. Furthermore, there are also some gases like methane and hydrogen that could ignite at the slightest exposure to other gases and liquids.
Tip 2: You should also consider the temperature of the matter that would pass through the passageways of your system. There are gases and liquids that expand or contract in varying temperatures, and the knowledge of these facts and numbers would be beneficial to one when choosing an industrial valve. Knowing how much a matter expand or contract in a lower or higher temperature is always a good thing.
Tip 3: As already said, the pressure is something to consider. It is hard to seal a gas or liquid that has high pressure. 70.0 bars would produce leakages 10 times more than systems that are operating on the same valve with 7.0 bars.
Tip 4: An excellent valve would only remain excellent for some years. Whether you don’t or you do know how to maintain industrial valves, they could only give you excellent performance some time and would then slowly retire. You might notice some minute leakages at first, but maintenance of these valves should include having someone to check every day or every week for some leakages. Dangerous systems would need checking and maintenance of the whole system more frequently, and this holds true for the checking and maintenance of an industrial valve.
Tip 5: It is also best to choose a valve that is right for you and anyone else in the industry. To do this, you should choose a valve that has been approved and certified, and meets the current standard codes. You should also check that the supplier of the valve is a pleasure to make business with, or risk having your supplies delayed and your customers angered.
The selection of industrial valves is one of the most important decisions you have to make in the process of the creation, maintenance and repair of a system. In order to have a perfectly working system, you need to have the components perfect, or the overall quality of the system would be compromised.
How do I choose a valve?
Determine the pressure and temperature requirements. Find out both the temperature and pressure ranges where the valve will be installed. Metal valves tend to withstand higher temperatures and pressures than plastic valves. Metal valves are also usually best for pressurized gases.
What is the main purpose of choosing the right type of valve to be used in process control?
Control valves alter fluid flow by varying the size of the flow passage as directed by a signal from a controller. This enables the direct control of flow rate and the consequential control of key process parameters, including pressure, temperature and liquid level.
Industrial valve is an important accessory to control the flow of medium in industrial pipeline. It can be used to control the flow of air, water, steam, various corrosive media, mud, oil, liquid metal and radioactive media. The valve is composed of valve body, opening and closing mechanism and valve cover
What are you looking for in an industrial valve? What are the best things to consider when choosing one? Because an industrial valve is important and is a part of many different things in many different industries, there is a great demand for honest and truthful industrial valve reviews. The question is what reviews should you believe in and what reviews should you be skeptical about? Here are some tips and reviews to help you choose:
The Basic Valves
Stop and check valves are the basic types of valves. Of course there are many different and more complicated types of valve, but stop and check valves are the foundations of these valves. Unlike other valves which depend on the flow or action of the substances it contains, a stop valve is basically a valve that could be opened or closed at will. Manually, it could be switched to prevent or promote flow of liquids, gases and other substances. A check valve, also more commonly known as a one-way valve, is a two-port valve that permits entry to one and permits exit to another.
The More Complicated Valves
Of course, one wouldn’t be able to compress and classify all types of valves into stops and checks. There are more complicated industrial valves out there and they are very much helpful in many industries.
Balls, plugs and butterfly valves are valves which has movable flows. Ball valves have ball-shaped disks with holes, which when rotated would close or open the valve. Plugs are cylinders with holes and these also make use of holes moved perpendicular to the flow to close them. Butterfly valves are used to isolate or regulate flow; they are more similar to ball valves but are cheaper and lighter.
Gate and globe valves are also more common types of valves. Also known as a sluice valve, a gate valve would either fully close or fully open. There are no partials here, as the flow of the matter would require that you fully lift up a rectangular or circular wedge out of the way. Even at higher pressures, a gate valve would remain tightly shut. Globe valves are one of the most efficient types of valves. They are one of those valves which would always experience lesser leakages and lesser losses.
The Reviews
Of course, manufacturer reviews would always be good. If you see a manufacturer that tells you everything about the product – strengths and weaknesses alike – you have found an honest manufacturer. If you want to find the best reviews for industrial valves, it is best to look in third-party sites that do not get paid to publish good reviews for a product. Being skeptical is human nature, but trusting an honest review is a very good way to find the best things in the world. You might want to check for any inconsistencies about the review too. There is no perfect product but there could be the best product for you and your system.
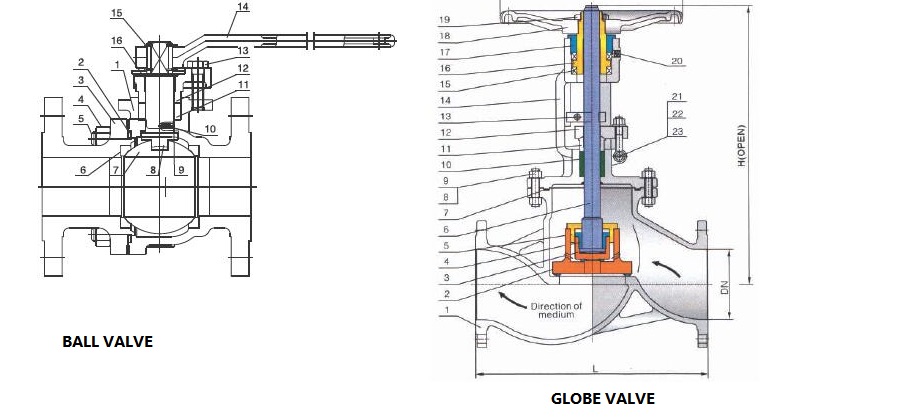
There are many different types of valves for different applications, so how do you know which is the best to use for your application? Let’s look at globe valves and ball valves. The main difference between these two types is the way they close. A globe valve uses a plug (stem) that closes against the flow, and a ball valve has a gate (ball) that closes across the flow. Globe valves are good for regulating flow, whereas ball valves are better for on/off control without pressure drop.
For decades globe valves were considered the industry standard in control valves. They are designed with a stem that moves up and down inside the valve to control flow. They are commonly used on hot and chill water coils, and larger models are often used to control flow to chillers. One of the main limitations of globe valves is that their close-off rating can be lower than other valves, especially in the larger sizes.
Ball valves are designed with a ball inside the valve. The ball has a hole through the middle so that when the hole is in line with both ends of the valve, flow will occur. When the valve is closed by turning the ball 90 degrees, the hole is perpendicular to the ends of the valve, and therefore flow is blocked. Ball valves are very durable and usually have excellent shutoff even after years of use. They are generally preferred over globe valves in shutoff applications. The main limitation for ball valves is proportional control because of the large amount of flow that the ball allows.
The key difference between a globe and a ball valve is that a ball valve is designed, mainly, for shut-off operations, whereas a globe valve is designed, mainly, to throttle fluids. These two valves are industry-standards respectively for shut-off (ball valve) and for regulation (globe valve) applications.
A globe valve does not fit shut-off operations, due to the pressure drop it creates in the piping system (a problem that does not exist for full bore ball valves).
Ball valves have a long service life even in case of continuous on-off operations; globe valves would deteriorate easily under this type of service.
What is the face to face dimension of a flanged ball, globe or gate valve? The ASME B16.10 chart answers this question, as it standardizes the distance between the inlet and the outlet of the most common flanged valves. The purpose of this ASME specification is to ensure the interchangeability of valves produced by different manufacturers.
Notes:
(1) Globe and horizontal lift check only.
The face-to-face and end-to-end dimension for Class 150 steel flanged swing check valves in NPS 5 is 330 and in NPS 6 is 356.
(2) Globe and horizontal lift check only.
The face-to-face and end-to-end dimension for Class 150 steel flanged swing check valves in NPS 16 is 864.
(3) Swing check only.
General notes:
Dimensions are in millimeters unless otherwise indicated.
The face-to-face dimension for flanged Valves is the distance between the extreme ends which are the gasket contact surfaces.
End-to-End dimensions apply to flanged Valves where the gasket contact surfaces are not located at the extreme ends of the Valve. The distance between the extreme ends is described as the end-to-end dimension and applies to flanged Valves like: Ring Joint, large or small female and large or small groove.
ASME B16.10 is an essential industry standard for face-to-face and end-to-end dimensions of valves serving across various industrial applications. This standard ensures that valves are manufactured to meet precise dimensional requirements, enabling compatibility and interchangeability in piping systems. In this article, we review key elements of ASME B16.10 including face-to-face and end-to-end dimensions, tolerances, material considerations, and the benefits of adhering to this standard.
What is ASME 16.10?
ASME B16.10, developed by the American Society of Mechanical Engineers, is an industry standard that focuses on standardizing valve dimensions. Specifically, this standard covers the face-to-face and end-to-end dimensions of straightway valves, as well as the center-to-face and center-to-end dimensions of angle valves. By providing these crucial measurements, this standard ensures consistency and interchangeability across valve manufacturers, therefore greatly simplifying the process of valve selection and installation for engineers and technicians.
Purpose and Scope of ASME B16.10
The primary objective of ASME B16.10 is to guarantee installation interchangeability for valves of a particular material, size, type, rating class, and end configuration. Moreover, this standardization is essential for maintaining consistency across various valve manufacturers and applications. By adhering to these standardized dimensions, valve manufacturers can ensure that their products will fit seamlessly into existing systems, regardless of the original equipment manufacturer.
Key Elements of ASME B16.10
ASME B16.10 covers a range of critical aspects that influence the effectiveness and compatibility of valves in industrial settings. The following sections highlight some of these key elements.
Face-to-Face and End-to-End Dimensions
Face-to-face dimension for straightway valves refers to the distance between the sealing surfaces of the valve’s inlet and outlet flanges. For certain valves like butterfly valves, face-to-face dimension may include allowances for gasket or resilient-facing compression. According to this standard, face-to-face dimension applies to valves having the following nominal flange facing identifiers:
Flat
1.5 mm (0.06 in.) raised
6.4 mm (0.25 in.) raised
Large or small male
Large or small tongue
End-to-end dimension describes the distance between the ends of flanged valves where gasket contact surfaces are not located at the extreme. For example: those with welded or threaded ends. It serves for valves having the following nominal flange facing identifiers:
Ring joint
Large or small female
Large or small groove
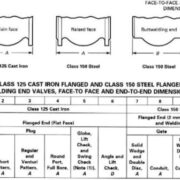
The figure below highlights examples of these dimensions for Class 125 Cast Iron and Class 150 Steel.
The following table is a snippet of face-to-face and end-to-end dimension specifications of ASME B16.10.
Nominal Valve Size, DN (NPS)
Flanged End (Flat Face)
Flanged End [1.5 mm (0.06 in.) Raised Face] and Welding End
Globe, Lift Check and Swing Check Type B, AWWA C508,A
Gate
Plug
Solid Wedge and Double DiscA
ConduitA
Solid Wedge, Double Disc, and Conduit,B
Short Pattern,A
50 (2)
203 (8.00)
178 (7.00)
178 (7.00)
216 (8.50)
178 (7.00)
65 (2 ½)
216 (8.50)
190 (7.50)
190 (7.50)
241 (9.50)
190 (7.50)
80 (3)
241 (9.50)
203 (8.00)
203 (8.00)
282 (11.12)
203 (8.00)
100 (4)
292 (11.50)
229 (9.00)
229 (9.00)
305 (12.00)
229 (9.00)
125 (5)
330 (13.00)
254 (10.00)
–
381 (15.00)
254 (10.00)
150 (6)
356 (14.0)
267 (10.50)
267 (10.50)
403 (15.88)
267 (10.50)
Center-to-Face and Center-to-End Dimensions
Center-to-face dimensions apply to angle valves because they have a different configuration in comparison to straightway valves. Similarly, center-to-end dimensions are for angle valves with welded or threaded ends as the following figure shows.
The following table is a snippet of center-to-face and center-to-end dimension specifications from ASME B16.10.
Nominal Valve Size, DN (NPS)
Flanged End [1.5 mm (0.06 in.) Raised Face] and Welding End, Angle and Lift Check, D and E
50 (2)
102 (4.00)
65 (2 ½)
108 (4.25)
80 (3)
121 (4.75)
100 (4)
146 (5.75)
125 (5)
178 (7.00)
150 (6)
203 (8.00)
Tolerances
ASME B16.10 outlines allowable tolerances for both straightway and angle valves. For straightway valves, it specifies an allowable tolerance of ±1.5 mm for smaller valve sizes (NPS 10 or below), whereas larger valves (NPS 12 and above) have a tolerance of ±3.0 mm. Meanwhile, the specifications for angle valves are half of those for straightway valves of the same size. This means small angle valves, NPS 10 or below, have a tolerance of ±0.75 mm, with larger sizes having a tolerance of ±1.5 mm. These tolerances offer flexibility in valve manufacturing while maintaining quality and precision. This ensures valves can still perform optimally even with slight dimensional variations.
Material Considerations
While ASME B16.10 primarily focuses on dimensional standards, it also references material considerations to ensure compatibility with the intended application. The following sections highlight material types covered in this standard.
Cast Iron Valves
This includes only flanged end valves of the following types:
Gate, plug, and check valves of Class 125 and 250
Globe and angle valves of Classes 125 and 250
Wafer swing check valves of Classes 125 and 250
Butterfly valves of Class 25 and Class 125
Ductile Iron Valves
For ductile iron valves, the standard also specifies only flanged end valves of Class 150 and Class 300.
Steel and Alloy Valves
This category includes carbon, alloy, stainless steels, and also the nonferrous materials listed in ASME B16.34. It includes flanged, buttwelding, and grooved ends as well as the types of valves intended for assembly between flanges. The types of valves in this category are as follows:
Gate, globe, angle, check, plug, and also ball valves ranging from Class 150 to Class 2500
Y-pattern globe and Y-pattern swing check valves of Class 150
Wafer knife gate valves of Class 150 and Class 300
Wafer swing check valves from Class 150 to Class 2500
Adhering to ASME B16.10 offers numerous benefits for manufacturers, engineers, and end-users, as the following sections highlight.
Enhanced Compatibility
Having standard dimensions ensures that valves from different manufacturers are interchangeable. Hence, simplifying the procurement process and reducing downtime during maintenance or replacement. This compatibility is crucial for industries that rely on consistent and reliable valve performance.
Improved Safety and Reliability
By following ASME B16.10, manufacturers can produce valves that meet rigorous safety and reliability standards. Therefore, ensuring effective valve performance under specified operating conditions while reducing the risk of failures and accidents in industrial settings.
Cost Savings
Using standard dimensions reduces the need for custom fittings and modifications during installation, leading to significant cost savings. In addition, the ease of replacing standardized valves minimizes downtime and maintenance costs, contributing to overall operational efficiency.
ASME B16.10 Valves from STV
At STV, we ensure that our valve offerings comply with critical industry standards, including the ASME B16.10, where applicable. Our commitment to quality and precision guarantees that our valves meet stringent dimensional and performance criteria essential for seamless integration into industrial systems. Furthermore, our team members are committed to working with you to assess your project requirements and select the most suitable valves. By choosing QRC Valves, you can be confident you are acquiring high-quality, reliable valves that meet your operational and compliance requirements.
Learn about the key ASTM material specifications for valves. A cast valve body is manufactured by pouring liquid metals into molds and is common for valves above 2 inches in diameter. A forged valve body is produced by forging and machining solid steel. The key specifications for cast steel valves body materials are ASTM A216 (WCA, WCB, WCC), ASTM A352 LCB/LCC (low-temperature), and ASTM A351 CF8/CF8M. ASTM A105, A350 and A182 cover body materials for small size (or high pressure) forged valves.
First, let’s clarify the difference between cast vs. forged valve, even if it may seem obvious: cast valves feature a cast body, forged valves have a forged body. That’s it! The difference relates to the valve body material construction technique, i.e. steel forging or casting.
Let’s now review the key cast valve body materials.
ASTM A216 WCA, WCB, WCC (CARBON STEEL HIGH-TEMP.)
The ASTM A216 specification covers 3 grades of carbon steel (WCA, WCB, and WCC), which feature slight differences in terms of chemical and mechanical properties. These grades for cast valves bodies match carbon steel pipes in grades A53, A106, API 5L.
ASTM A216 steel castings shall be heat treated and can be manufactured in the annealed, or normalized, or normalized and tempered conditions. The surface of steel castings shall be free of adhering elements such as sand, cracks, hot tears, and other defects.
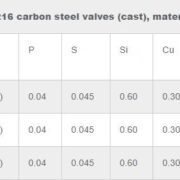
ASTM A216 carbon steel valves (cast), material chart
ASTM A216 GRADE
C
Mn
P
S
Si
Cu
Ni
Cr
Mo
V
WCA UNS J02502
0.25(1)
0.70(1)
0.04
0.045
0.60
0.30
0.50
0.50
0.20
1.00
WCB UNS J03002
0.30(2)
1.00(2)
0.04
0.045
0.60
0.30
0.50
0.50
0.20
1.00
WCC UNS J02503
0.25(3)
1.20(3)
0.04
0.045
0.60
0.30
0.50
0.50
0.20
1.00
Notes:
For each reduction of 0.01% below the specified maximum Carbon content, an increase of 0.04% manganese above the specified maximum is allowed up to a maximum of 1.10%.
For each reduction of 0.01% below the specified maximum Carbon content, an increase of 0.04% Mn above the specified maximum is allowed up to a maximum of 1.28%.
For each reduction of 0.01% below the specified maximum Carbon content, an increase of 0.04% manganese above the specified maximum is allowed to a maximum of 1.40%.
ASTM A352 LCB/LCC (CARBON STEEL LOW-TEMP.)
The ASTM A352 specification covers multiple grades of low-temperature carbon steel (called LCA, LCB, LCC, LC1, LC2, LC3, LC4, LC9, CA6NM) for cast steel valves, flanges, fittings, and other pressure-containing parts.
Chemical composition of A352 cast valves Gr. LCA/LCB/LCC (valve material chart):
GRADE
C
Si
Mn
Cr
Mo
Ni
Cu
Nb
V
ASTM A352 LC3
0.15
0.6
0.65
3.5
ASTM A352 LCA
0.25
0.6
0.7
0.5
0.2
0.5
0.3
0.03
ASTM A352 LCB
0.3
0.6
1
0.5
0.2
0.5
0.3
0.03
ASTM A352 LCC
0.25
0.6
1.2
0.5
0.2
0.5
0.03
ASTM A351 CF8/CF8M (STAINLESS STEEL)
The ASTM A351 specification covers austenitic steel castings for valves, flanges, fittings, and other pressure-containing parts.
The most common grades are ASTM A351 CF3, CF8 (SS304), and CF8M (SS316).
The steel shall be made by the electric furnace process with or without separate refining such as argon-oxygen decarburization.
Any ASTM A351 cast part shall receive heat treatment followed by a quench in water or rapid cooling. The steel shall conform to the chemical and mechanical requirements set by the specification.
ASTM A351 stainless steel valves, chemical composition
ASTM A351 GRADE
UNS
C
Mn
Si
S
P
Cr
Ni
Mo
Nb
V
N
Cu
CF3+CF3A
J9270
0.03
1.5
2
0.04
0.04
17.0-21.0
8.0-11.0
0.5
CF8+CF8A
J9260
0.08
1.5
2
0.04
0.04
18.0-21.0
8.0-11.0
0.5
CF3M+CF3MA
J9280
0.03
1.5
1.5
0.04
0.04
17.0-21.0
9.0-13.0
2.0-3.0
CF8M
J9290
0.08
1.5
1.5
0.04
0.04
18.0-21.0
9.0-12.0
2.0-3.0
CF3MN
J92804
0.03
1.5
1.5
0.04
0.04
17.0-21.0
9.0-13.0
2.0-3.0
0.10-.20
CF8C
J92710
0.08
1.5
2
0.04
0.04
18.0-21.0
9.0-12.0
0.5
-1
CF10
J92950
0.04-0.10
1.5
2
0.04
0.04
18.0-21.0
8.0-11.0
0.5
CF10M
J92901
0.04-0.10
1.5
1.5
0.04
0.04
18.0-21.0
9.0-12.0
2.0-3.0
CH8
J9340
0.08
1.5
1.5
0.04
0.04
22.0-26.0
12.-15.0
0.5
CH10
J93401
0.04-0.10
1.5
2
0.04
0.04
22.0-26.0
12.-15.0
0.5
CH20
J93402
0.04-0.20
1.5
2
0.04
0.04
22.0-26.0
12.0-15.0
0.5
CK20
J94202
0.04-0.20
1.5
1.75
0.04
0.04
23.0-27.0
19.0-22.0
0.5
HK30
J94203
0.25-0.35
1.5
1.75
0.04
0.04
23.0-27.0
19.0-22.0
0.5
HK40
J94204
0.35-0.45
1.5
1.75
0.04
0.04
23.0-27.0
19.0-22.0
0.5
HT30
N08030
0.25-0.35
2
2.5
0.04
0.04
13.0-17.0
33.0-37.0
0.5
CF10MC
0.1
1.5
1.5
0.04
0.04
15.0-18.0
13.0-16.0
1.7-2.25
-2
CN7M
N0807
0.07
1.5
1.5
0.04
0.04
19.0-22.0
27.5-30.5
2.0-3.0
3.0-4.0
CN3MN
J94651
0.03
2
1
0.01
0.04
20.0-22.0
23.5-25.5
6.0-.0
0.18-.26
0.75
CE8MN
0.08
1
1.5
0.04
0.04
22.5-25.5
8.0-11.0
3.0-.5
0.10-.30
CG-6MMN
J93790
0.06
4.0-6.0
1
0.03
0.04
20.5-23.5
11.5-13.5
1.50-3.0
0.10-.30
0.10-.30
0.20-.4
Notes:
Grade CF8C shall have a Niobium content 8 times above the Carbon but not over 1.00%.
Grade CF10MC shall have a Niobium content 10 times above the Carbon but not over 1.20%.
MECHANICAL PROPERTIES CAST STEEL VALVES CHART
Minimum Steel Mechanical Properties
Modulus
Approximate
ASTM CAST GRADE
Tensile strength
(psi)
Yield strength
(psi min)
Elongation
(at 2 inches)
Reduction of Area (%)
ASTM A216 Grade WCB
70,000
36,000
22
35
27.9
137-1 87
ASTM A352 Grade LCB
65,000
35,000
24
35
27.9
137-1 87
ASTM A217 Grade C5
90,000
60,000
18
35
27.4
241 Max.
ASTM A217 Grade WC1
65,000
35,000
24
35
29.9
215 Max.
ASTM A217 Grade WC6
70,000
40,000
20
35
29.9
215 Max.
ASTM A217 Grade WC9
70,000
40,000
20
35
29.9
241 Max.
ASTM A352 Grade LC3
65,000
40,000
24
35
27.9
137
ASTM A217 Grade C12
90,000
60,000
18
35
27.4
180-240
ASTM A351 Grade CF-8
65,000
28,000
35
–
28
140
ASTM A351 Grade CF-8M
70,000
30,000
30
–
28.3
156-170
ASTM A126 Class B
31,000
–
–
–
–
160-220
ASTM A126 Class C
41,000
–
–
–
–
160-220
ASTM A395 Type 60-45-15
60,000
45,000
15
–
23-26
143-207
ASTM A439 Type D-2B
58,000
30,000
7
–
–
148-211
ASTM B62
30,000
14,000
20
17
13.5
55-65*
ASTM B143 Alloy 1A
40,000
18,000
20
20
15
75-85*
ASTM B147 Alloy 8A
65,000
25,000
20
20
15.4
98*
ASTM B148 Alloy 9C
75,000
30,000
12 min.
12
17
150
(Weldable Grade)
65,000
32,500
25
–
23
120-170
ASTM A494 (Hastelloy B)
72,000
46,000
6
–
–
–
ASTM A494 (Hastelloy C)
72,000
46,000
4
–
–
–
Stellite No. 6
121,000
64,000
01.feb
–
30.4
–
ASTM B211 Alloy 20911-T3
44,000
36,000
15
–
10.2
95
ASTM B16 1/2 Hard
45,000
15,000
7
50
14
–
ASTM B21 Alloy 464
60,000
27,000
22
55
–
–
AISI 12L 14
79,000
71,000
16
52
–
163
ASTM A108 Grade 1018
69,000
48,000
38
62
–
143
(Suitable for ASTM A193 Grade B7 bolt material)
135,000
115,000
22
63
29.9
255
ASTM A276 Type 302
85,000
35,000
60
70
28
150
ASTM A276 Type 304
85,000
35,000
60
70
–
149
ASTM A276 Type 316
80,000
30,000
60
70
28
149
ASTM A276 Type 316L
81,000
34,000
55
–
–
146
ASTM A276 Type 410
75,000
40,000
35
70
29
155
ASTM A461 Grade 630
135,000
105,000
16
50
29
275-345
Alloy K500 (K Monel)
100,000
70,000
35
–
26
175-260
ASTM B335 (Hastelloy B)
100,000
46,000
30
–
–
–
ASTM B336 (Hastelloy C)
100,000
46,000
20
–
–
–
RECOMMENDED SERVICE (CAST VALVE MATERIALS)
The table shows the most common materials for cast valves and their recommended service:
MATERIAL GROUP
MATERIAL GRADE
RECOMMENDED SERVICE
High-temperature Carbon Steel
ASTM A216 Grade WCB
Non-corrosive fluids as water, oil, and gases at temperatures range -20°F (-30°C) and +800°F (+425°C)
Low-temperature Carbon Steel
ASTM A352 Grade LCB
Low temperature to -50°F (-46°C). Use excluded above +650°F (+340°C).
Low-temperature Carbon Steel
ASTM A352 Grade LC1
Low temperature to -75°F (-59°C). Use excluded above +650°F (+340°C).
Low-temperature Carbon Steel
ASTM A352 Grade LC2
Low temperature to -100°F (-73°C). Use excluded above +650°F (+340°C).
3.1/2% Nickel Steel
ASTM A352 Grade LC3
Low temperature to -150°F (-101°C). Use excluded above +650°F (+340°C).
1.1/4% Chrome 1/2% Moly Steel
ASTM A217 Grade WC6
Non-corrosive fluids as water, oil, and gases at temperatures range -20°F (-30°C) and +1100°F (+593°C).
2.1/4% Chrome
ASTM A217 Grade C9
Non-corrosive fluids as water, oil and gases at temperatures range -20°F (-30°C) and +1100°F (+593°C).
5% Chrome 1/2% Moly
ASTM A217 Grade C5
Mild corrosive or erosive applications and non-corrosive applications at temperatures between -20°F (-30°C) and +1200°F (+649°C).
9%Chrome
1% Moly
ASTM A217 Grade C12
Mild corrosive or erosive applications and non-corrosive applications at temperatures between -20°F (-30°C) and +1200°F (+649°C).
12% Chrome Steel
ASTM A487 Grade CA6NM
Corrosive application at temperatures between -20°F (-30°C) and +900°F (+482°C).
12% Chrome
ASTM A217 Grade CA15
Corrosive application at temperatures up to +1300°F (+704°C)
Stainless steel 316
ASTM A351 Grade CF8M
Corrosive or either extremely low or high-temperature non-corrosive services between -450°F (-268°C) and +1200°F (+649°C). Above +800°F (+425°C) specify carbon content of 0.04% or greater.
Stainless steel 347
ASTM 351 Grade CF8C
Mainly for high temperature, corrosive applications between -450°F (-268°C) and +1200°F (+649°C). Above +1000°F (+540°C) specify carbon content of 0.04% or greater.
Stainless steel 304
ASTM A351 Grade CF8
Corrosive or extremely high temperatures non-corrosive services between -450°F (-268°C) and +1200°F (+649°C). Above +800°F (+425°C) specify carbon content of 0.04% or greater.
Stainless steel 304L
ASTM A351 Grade CF3
Corrosive or non-corrosive services to +800F (+425°C).
Stainless steel 316L
ASTM A351 Grade CF3M
Corrosive or non-corrosive services to +800F (+425°C).
Alloy-20
ASTM A351 Grade CN7M
Good resistance to hot sulfuric acid to +800F (+425°C).
Monel
ASTM 743 Grade M3-35-1
Weldable grade. Good resistance to corrosion by all common organic acids and salt water. Also highly resistant to most alkaline solutions to +750°F (+400°C).
Hastelloy B
ASTM A743 Grade N-12M
Well suited for handling hydrofluoric acid at all concentrations and temperatures. Good resistance to sulphuric and phosphoric acids to +1200°F (+649°C).
Hastelloy C
ASTM A743 Grade CW-12M
Good resistance to span oxidation conditions. Good properties at high temperatures. Good resistance to sulphuric and phosphoric acids to +1200°F (+649°C).
Inconel
ASTM A743 Grade CY-40
Very good for high-temperature service. Good resistance to spangly corrosive media and atmosphere to +800°F (+425°C).
Bronze
ASTM B62
Water, oil or gas: up to 400°F. Excellent for brine and seawater service.
We recommend purchasing the ASTM A216 specification from the ASTM website or the IHS store to get a complete understanding of this topic.
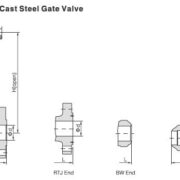
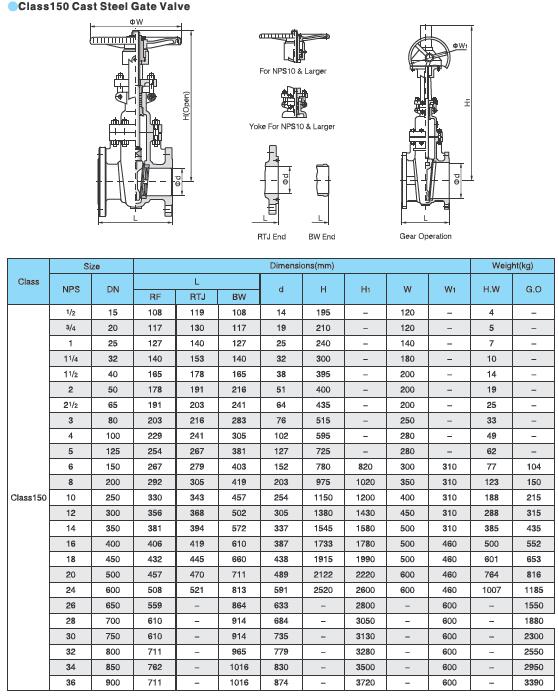
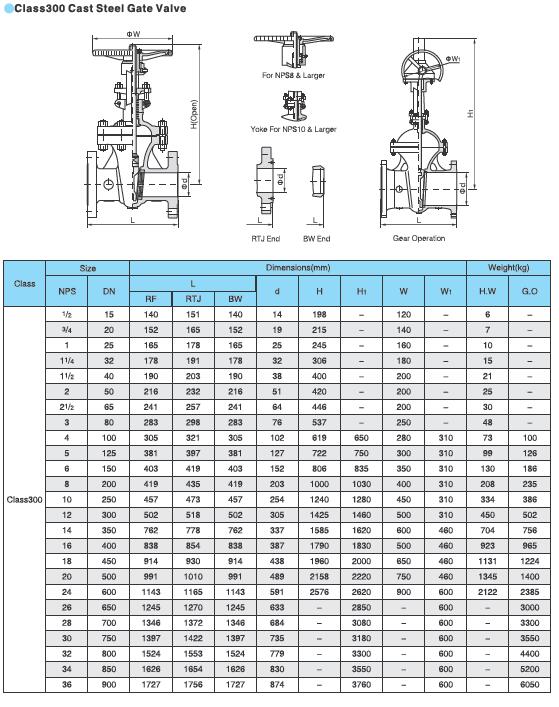
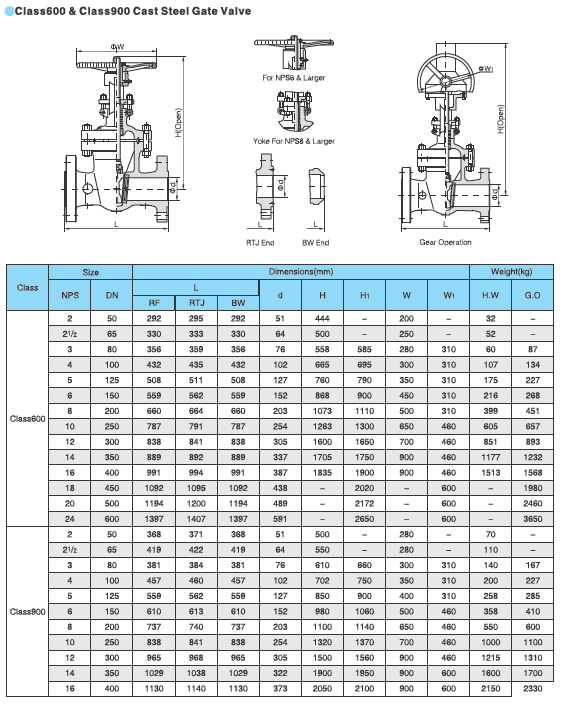
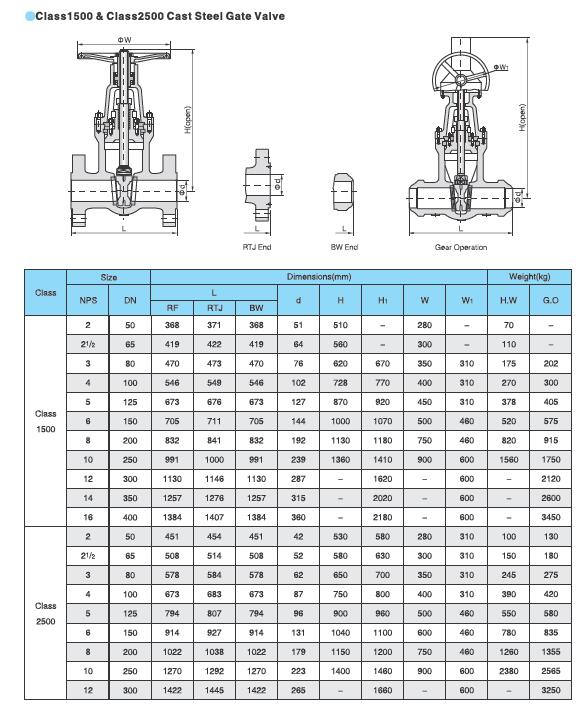
The tables show the dimensions and weights of API 600 gate valves (bolted bonnet / rising stem)
CLASS 150LB-2500LB
Dimensions in inches (millimeters)
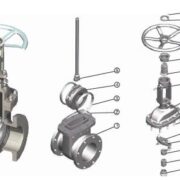
Gate valve diagram showing the key parts of a gate valve for piping
WEDGE TYPES
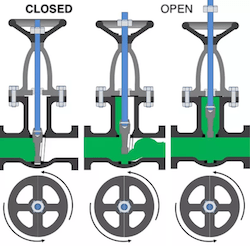
The image below shows how the gate valve wedge opens and closes the flow of the fluid by application of a vertical movement (which can be manual or operated by an actuator).
The wedge is positioned between two parallel (or oblique) seats which are perpendicular to the flow. The fluid flows horizontally through gate valves and is not subject to pressure drops. Wedges can be of different types:
“solid-wedge” (in this case, the wedge is manufactured with a solid piece of steel)
“flexible-wedge” (in this case the disc features cuts around its perimeter to enhance the ability of the valve to correct changes in the angle between the seats)
“split-wedge” (two pieces construction disc, to enforce self-alignment of the wedge on the seats)
“parallel-slide wedge“
STEM TYPES
A gate valve may have a rising stem (in this case, the stem rises above the handwheel if the valve is opened) or a non-rising stem (the stem doesn’t move above the valve when it is opened).
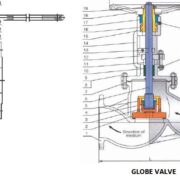
GATE VALVE DIAGRAM
The gate valve diagram shows the standard assembly drawing of a gate valve. Many design variations are possible, depending on the gate valve parts configuration:
body material construction: forged or cast
bonnet design and connection: can be standard or pressure seal (high-pressure gate valves), bolted/welded bonnet, etc.
ends connection: gate valves are available with multiple valves ends designs (socket weld and threaded for forged gate valves and butt weld for cast body gate valves)
wedge type (solid/flexible/split/parallel slide): see details below in this article
stem type (rising/ non-rising): see details below
manufacturing norm: API vs EN gate valves have slightly different designs
type of valve operation: manual, gear or pneumatic/hydraulic/electric actuation
etc.
OS&Y VS. IS&Y DESIGN
It is very frequent to see the term “OS&Y” associated with gate valves.
This term means that when the handle of a gate valve is rotated to open or close the valve, it directly raises and lowers the disc by interacting with the stem of the valve.
In an “OS&Y gate valve”, the stem of the valve itself raises and lowers outside the body of the valve in a very visible way, while the handle remains in a fixed position.
When the stem raises, the disc inside the body of the valve rises from the seat letting the fluid flow through the valve (valve in open position).
Therefore with an OS&Y gate valve, the actual position of a valve (closed or open) is always evident to the operators.
Differently, the valve position is not immediately visible for “IS&Y gate valves” (inside screw and yoke), as the stem of the valve does not raise or lowers outside the valve when the handle is rotated.
The material selection of gate valve mainly depends on the fluid medium and working environment. According to the different medium and environment, the material selection is also different. Generally speaking, the material selection of valve is divided into three aspects; the sealing surface of valve disc, in which the valve body is generally made of carbon steel cast iron (gray cast iron ductile iron) stainless steel (304 316) and the valve plate is made of carbon steel stainless steel (304 316) dual phase steel (2507 316) Generally, the sealing surface of nylon coating lining fluorine has: NBR EPDM PDEF ppl. Customers can choose the corresponding material according to their actual needs. Please contact our sales staff and look forward to cooperating with you.
BODY
The body of gate valvesbelow 2 inches is generally made of forged steel (the most common body material grades are ASTM A105 for high-temperature service, ASTM A350 for low-temperature service and, ASTM A182 F304/F316 for corrosive service).
The bodies of gate valves of bore sizes above 2 inches are, instead, made of cast steel (the main cast grades are ASTM A216 WCB for high-temperature service, ASTM A351 for low-temperature conditions and ASTM A351 CF8 and CF8M – i.e. stainless steel 304 and 316 gate valves).
TRIM
The removable and replaceable parts of the valve are collectively defined as “trim” (for a gate valve: seat, disc, backseat and, stem).
The API 600 specification foresees a number of standard trim combinations, as illustrated below
API TRIM #
BASE MATERIAL
MATERIAL FOR SEAT
MATERIAL FOR DISC
BACKSEAT
MATERIAL
MATERIAL FOR STEM
1
410
410
410
410
410
2
304
304
304
304
304
3
F310
310
310
310
310
4
Hard 410
Hard 410
410
410
410
5
Hardfaced
Stellite
Stellite
410
410
5A
Hardfaced
Ni-Cr
Ni-Cr
410
410
6
410 and Cu-Ni
Cu-Ni
Cu-Ni
410
410
7
410 and Hard 410
Hard 410
Hard 410
410
410
8
410 and Hardfaced
Stellite
410
410
410
8A
410 and Hardfaced
Ni-Cr
410
410
410
9
Monel
Monel
Monel
Monel
Monel
10
316
316
316
316
316
11
Monel
Stellite
Monel
Monel
Monel
12
316 and Hardfaced
Stellite
316
316
316
13
Alloy 20
Alloy 20
Alloy 20
Alloy 20
Alloy 20
14
Alloy 20 and Hardfaced
Stellite
Alloy 20
Alloy 20
Alloy 20
15
304 and Hardfaced
Stellite
Stellite
304
304
16
316 and Hardfaced
Stellite
Stellite
316
316
17
347 and Hardfaced
Stellite
Stellite
347
347
18
Alloy 20 and Hardfaced
Stellite
Stellite
Alloy 20
Alloy 20
MATERIAL SELECTION
TRIM
RECOMMENDED SERVICE
13% Cr, Type 410 Stainless Steel
For oil and oil vapors and general services with heat treated seats and wedges.
13% Cr, Type 410 plus Hardfacing
Universal trim for general service requiring long service life up to 1100°F (593°C).*
Type 316 Stainless
For liquids and gases which are corrosive to 410 Stainless Steel, up to 1000°F (537°C).*
Monel
For corrosive service to 842°F (450°C) such as acids, alkalies, salt solutions, etc.
Alloy 20
For corrosive service such as hot acids -49°F to 608oF (-45°C to 320°C).
NACE
Specially treated 316 or 410 trim combined optionally with B7M Bolts and
2HM nuts to meet NACE MR-01-75 requirements.
Full Stellite
Full hard faced trim, suitable for abrasive & severe services up to 1200°F (650°C).
What is a ball valve? It’s a question new customers often ask us at sales team, so let’s look into this to answer the question and explain what a ball valve is.
A ball valve is described as a mechanical device that directs, guides and modulates the flow of various types of liquids by way of an opening of a ball which has an opening in the middle. The opening is referred to as the port. By turning the handle on the ball valve, this manually opens/closes the port which controls the pressure from the flow of the liquid. Durability and “perfect” shutdown/shutoff are what makes the ball valve advantageous over other type of valves.
Valves are found in our everyday living and may go unnoticed. For example, there are plumbing valves which are at our sinks in our spigots. There are valves inside our washing machines, dishwashers, gas fireplaces, outside water spigots, refrigerators and more. Various types of industries utilize valves for their productions. Such industries include electronics, power, automotive, printing, plastics, textiles, metal, medical, chemical and food, to name a few. The industries that utilize ball valves typically have a need for supporting high pressure and temps exceeding 480 degrees.Ball valves are simplistic to operate and repairs are made easily without being removed from their pipeline.
Being made of steel, brass, iron, bronze or PVC, ball valves can range in sizes from .2 to 11.81 inches. More complex control systems using valves that need to regulate flow through a pipe will need an actuator. The actuator controls the valve pneumatically or is motor-operated and keeps it positioned appropriately so that the flow of the liquid is precise to the changing pressures and flow levels.
The basic types of ball valves include Full Port, Reduced Port, V-port, Multi-port, Standard Port and Cavity Filler ball valve. There are 3-way and 4-way ball valves. Depending on the application would determine the type of ball valve being used. The specifications to be considered for determining the appropriate ball valve would be the temperatures and pressure, number of ports, valve size, type of body material, end connectors and configurations.
FAQ
What is a ball valve?
A ball valve is a shutoff valve that controls the flow of a liquid or gas by means of a rotary ball having a bore. They can operated by a handle or automated with an electric or pneumatic actuator.
Is there a ball valve installation guide?
Screw on the input and output of the ball valve into your threaded assembly. Ensure the handle is installed correctly (parallel is open) before installation.
Can ball valves fail?
Yes, a ball valve can fail. Common failure types are a damaged seal (valve won’t seal 100%) or debris entered the valve (valve won’t move).
A knife gate valve is a component that utilizes a blade to cut through clogging of heavy liquids. These valves were designed to work in some of the most corrosive, erosive and abrasive environments in the world.
Knife gate valves were originally designed for the pulp and paper industry. Stringy pulp would get stuck between the wedge and the seat of a normal gate valve and prevent flow shut-off. Knife gate valves were specially designed with a sharp edge to cut through the pulp and seal.
How a Knife Gate Valve Works
Because of this highly effective design characteristics, knife gate valves have become invaluable when it comes to applications that involve viscous fluids, slurry and other systems where impingement is an issue.
Knife gate valves are used is a lot of processing plants today and come in large sizes which make it easier to handle thick flows of light grease, heavy oils, varnish, slurry, waste water and paper pulp. It’s important to note that these valves do have low-pressure limitations and are designed to seat the blade into an elastomer seal once the blade cuts through the substances its handling. Thick liquids easily glide over these soft seals with no interference, however, when a solid mass or powder passes through the knife gate, the bulky, dry material ends up packing into the soft seals located at the end of the gate. When this happens, the seals eventually won’t close tightly enough. If this happens the seals will need to be replace.
When not to Use Knife Gate Valves
These valves shouldn’t be used to regulate flow because whenever fluid is forced against a partially closed gate, a vibration takes place, gradually eroding the disk and seat. Consequently, knife gate valves should only be used completely closed or opened. In addition, these valves are designed to slowly open and close to safeguard against the impacts of water hammer.
Knife Gate Value vs. a Gate Valve
The biggest difference between knife gate valves and gate values is that gate valves are manufactured to ANSI standards while knife gate valves comply with TAPPI standards. The gate valve is also flanged, wider dimensionally, ANSI pressure rated and its API leak tightness standards need to be met. Gate values are bi-directional, and widely used in fluid applications and they only come with metal seats. Another difference between a knife gate valve and an ANSI gate valve is within the packing gland area. A gate valve has a v-ring packing set that seals the shaft that is attached to the gate. Knife gate valves have a packing gland area that seals around the gate.
A knife gate valve has a thin profile in comparison to an ANSI gate valve. Knife gate valves are predominately uni-directional (some options are bi-directional) and feature a lugged or wafer body, without flanges. The knife gate valve seats are available in everything from resilient to the metal versions.
The most significant benefits of knife gate valves are the weight (16″ usually less than 300#) and the cost. ANSI gate valves are usually over 1200# and they more expensive.